



Покупка дешёвой или просто некачественной опалубки может обернуться неприятными сюрпризами — даже если продукция формально соответствует ГОСТ. В тексте статьи подробно разобраны 10 технических деталей, которые напрямую влияют на срок службы, надёжность и безопасность оборудования: от толщины металла и качества сварки до точности фанеровки и окраски.
Этот материал будет полезен тем, кто работает в сфере монолитного строительства или занимается покупкой опалубки. Он помогает разобраться в нескольких вопросах:
Почему за привлекательной ценой может скрываться низкое качество?
На что обращать внимание при выборе поставщика?
Как заранее избежать расходов на ремонт и замену щитов?

Ранее мы рассказывали, как определить качество опалубки. Сегодня мы продолжим изучать этот вопрос и более подробно поговорим о качественной некачественной опалубке.
Как известно, основной стандарт, регламентирующий требования к производству опалубки, это ГОСТ 34329-2017 «Опалубка. Общие технические условия». Но дело в том, что даже соблюдая все требования этого документа, можно на выходе получить продукцию совершенно разную по качеству.
Это говорит о том, что ГОСТ определяет в первую очередь базовые требования, отличающие работоспособный продукт от неработоспособного, а также требования, которые позволяют разным производителям опалубки выпускать продукцию, совместимую друг с другом.
Но, как говорится, дьявол кроется в деталях. И вот к ним наш дорогой ГОСТ относится примерно так же, как счастливые к часам.
В итоге даже соответствующая ГОСТ продукция может оказаться неприятным сюрпризом для строителя. Конечно, в этом случае приходит на помощь ГОСТ Р 59936-2021, который предпринял хорошую попытку вывести крупнощитовую опалубку в стране на новый качественный уровень, но, к сожалению, лишь немногие производители опалубки соблюдают требования этого стандарта.
Итак, с какими «котами в мешке» можно столкнуться, если определяющим и единственным фактором при выборе опалубки является цена?
1. Несоответствие фактической толщины профиля заявленной
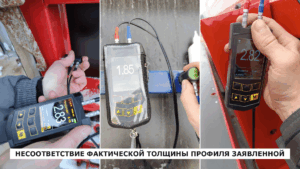
Причина этого явления кроется в ГОСТах на металлопрокат, который является сырьём для производства опалубочного профиля.
Ни для кого не секрет, что профиль изготавливают либо из круглой трубы, придавая ей необходимую форму на прокатном стане, либо из листового металла (он же «штрипс»). В первом случае производители чаще всего заказывают трубу по ГОСТ 10704-91, во втором – штрипс по ГОСТ 19903-2015.
Оба стандарта содержат в себе информацию о предельных отклонениях по толщине проката, которые в некоторых случаях достигают 10% в меньшую сторону. Это означает, что прокат с номинальной толщиной 3,0 мм может быть изготовлен по факту толщиной 2,7 мм, и это не будет являться нарушением требований ГОСТ.
И здесь у производителя опалубки появляется выбор: либо заказывать обычный прокат и принимать его согласно ГОСТ, либо заказывать так называемый «фактовый» прокат, гарантирующий номинальную толщину. Разумеется, второй вариант обходится дороже, что непременно влияет на стоимость опалубочного щита.
2. Несоблюдение величины технологического зазора между профилем и торцом фанеры

Это может быть связано с отсутствием в технологическом процессе фанеровки требования об установке специальных приспособлений, формирующих необходимый и достаточный зазор, который впоследствии будет заполнен герметиком.
Отсутствие или недостаточная величина технологического зазора приведёт к невозможности компенсации изменения линейных размеров фанерной палубы при изменении её влажности. В этом случае единственное направление, в котором фанера может расширяться, это «из плоскости» щита. Это начнёт происходить уже после первых 2-3 заливок и приведёт к преждевременной перефанеровке щита и дополнительным финансовым и временным затратам.
Кстати, в ГОСТ Р 59936-2021 этот параметр нормируется, величина зазора для опалубки 1 класса должна быть не менее 2 мм и не более 4 мм.
3. Низкое качество герметика или нарушение технологии нанесения герметика

Такой дефект является неизбежным последствием технологического нарушения из пункта №2. Если зазор отсутствует или он слишком маленький, то качественно заполнить его герметиком не представляется возможным. В этом случае торец фанеры никак не защищён от проникновения влаги, палуба быстро начнет разбухать и вылезет за границу каркаса. Это негативно отразится на качестве бетонной поверхности и приведет к необходимости преждевременной перефанеровки щита.
И даже обработка торцов фанеры влагозащитным составом, регламентированная ГОСТ Р 59936-2021, здесь сильно не поможет. Это просто позволит выиграть незначительное время.
4. Сколы, вмятины или иные повреждения фанеры

Иногда новая опалубка с завода может приехать с подобными повреждениями фанеры. В этом случае вас уже не спасёт ни соблюдение величины технологического зазора, ни качественный герметик, ни обработка торца фанеры влагозащитным составом. Щит с такой фанерой практически сразу потребует ремонта или замены, а это финансовые потери.
5. Ненадёжное крепление втулки в профиле щита

Существует несколько способов крепления втулки под стяжной винт в профиле щита. Безусловно, наиболее надёжной является сварная втулка, которая не расшатывается и не выпадывает из щита в процессе эксплуатации.
Втулка подвергается серьёзным ударным нагрузкам в процессе её очистки от застывшего бетона. Если втулка закреплена ненадёжно, то уже после нескольких таких циклов «очистки» она выпадет из щита, и дальнейшая эксплуатация такого щита будет невозможна.
6. Нарушение технологии установки креплений палубы

Это может быть связано с отсутствием линии автоматической фанеровки на производстве или недостаточным контролем со стороны отдела технического контроля (ОТК).
Лишние отверстия на фанере, сколы ламинации и «перекрученные» саморезы, утопленные в фанеру – всё это неизбежно приводит к быстрому выходу фанеры из строя и необходимостью тратить время и деньги на ремонт оборудования.
7. Низкое качество сварки элементов щита

В основном это связано с недостаточным техническим оснащением опалубочного производства, где основную часть операций выполняет человек. Также причинами может быть низкая квалификация сварщика или отсутствие ОТК на производстве.
Иногда это просто не эстетично. Но в некоторых случаях это является серьёзным технологическим нарушением, которое ставит под сомнение правильную работу оборудования в части восприятия нагрузок от бетона. А это напрямую влияет на скорость производства работ и безопасность на строительном объекте.
8. Низкое качество покраски (предварительной подготовки поверхности) щита

Процесс покраски щита состоит из двух частей: подготовка поверхности и непосредственно сама покраска. И если со второй частью все производители опалубки справляются с помощью камеры порошково-полимерной покраски, то первая реализована на разных производствах совершенно по-разному.
Чтобы обеспечить максимальную адгезию покрытия к металлу, необходимо, чтобы каркас щита прошел через несколько этапов химической или механической обработки, и простым обезжириванием поверхности тут уже не обойтись.
Некачественно окрашенные щиты быстро потеряют свой первоначальный вид, начнут ржаветь и точно не добавят эстетики вашей стройке.
9. Неправильное позиционирование втулки

Такое явление связано с недостаточным техническим оснащением опалубочного производства или отсутствием подходящей оснастки. Выпирающая с внешней или внутренней стороны щита втулка может привести к неправильному прилеганию гайки или снижению качества бетонной поверхности.
10. Неправильное позиционирование рёбер жёсткости
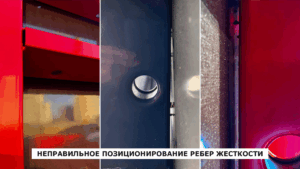
Причина этого дефекта — недостаточное техническое оснащение опалубочного производства, ошибки на этапе сборки и сварки каркаса. «Пляшущие» рёбра приводят к трудностям при юстировке щитов и установке их в проектное положение, а также к неплотному прилеганию фанеры к каркасу, что впоследствии повлияет на геометрию бетонной конструкции.
Будьте внимательны при выборе поставщика опалубки и обращайте внимание на детали. Задавайте вопросы, запрашивайте фотографии – это позволит сэкономить ваши деньги.
Также настоятельно рекомендуем посещать производственный цех перед тем, как принимать решение о покупке. Это не займёт у вас много времени, а наоборот — сэкономит время и деньги на решение вопросов, связанных с возможным ремонтом и заменой оборудования. Тем более, что добросовестные производители открыты к подобным визитам.


